文章已发表于《橡塑技术与装备》2018年第20期10月下半月刊 工业自动化专题

一、伺服驱动技术的在注塑成型工艺中的应用现状
从2013年开始,伺服驱动技术在我国注塑机械行业得到越来越多的普及应用,但由于我国塑料机械制造业是起源于技术和设备引进基础之上的消化吸收,对塑料机械使用伺服驱动作为动力源的应用技术还没有专门研究,经验积累还比较少,绝大多数生产厂家和该领域的工程技术人员还停留在异步电机拖动的时代。造成国内的许多注塑机生产商由于技术门槛原因,不能充分利用注塑成型工艺过程的技术特点合理选择设计和选择伺服电机和驱动器。在设计更高端的液电复合注塑成型机及全电动注塑成型机器时,仅能根据功率和扭矩计算参数,简单选择伺服电机和驱动器,从而造成机器在超速控制过程中,由于弱磁电流的不规则变化,导致力的控制不断变化,最终造成注塑成型工艺的压力波动很大,反而没有达到精密控制的效果。
伺服驱动技术由于具有高响应、稳定性好、精度高、环保、节能、低噪音等技术特点,逐渐成为传统液压注塑机的换代产品,对此类注塑机伺服驱动系统进行研究,具有重要的应用价值。
二、注塑成型工艺过程中对伺服驱动的要求
伺服驱动式注塑机的控制性能很大程度上依赖于伺服驱动控制器的精密性和稳定性、伺服电机的响应速度和刚性特性,因而对伺服电机和驱动器提出了以下要求:
为了保证注塑制品的成型能够满足精密注射的要求,并具有极高的重复性和稳定性,必须保证锁模和射胶等动作在执行时有比较高的位置控制精度。因此在伺服控制中,位置控制要求有高的定位精度;而在速度控制中,要求伺服驱动器能提供高的调速精度。
响应速度要快。在注射成型过程中,为了成型具有复杂结构的塑料制品,常常需要进行多级注射。为了保证执行机构能严格按照设定的要求进行成型参数切换,要求系统除了具有很高的位置控制精度外,还应具有良好的快速响应特性,即要求跟踪指令信号的响应要快,跟踪误差要小。
调速范围要求要比较宽。无论是对注射单元还是锁模单元,在工作过程中,执行机构需要在较大的速度范围内进行工作。例如为了模具安全保护,锁模机构在驱动动模板进行合模动作的过程中,需要从移模阶段的高速运动切换到即将锁模状态下的低速低压运动。因此,驱动锁模机构运动的伺服驱动器必须能够提供最高转速与最低转速非常大的调速范围。
输出转矩大。由于在注塑成型工艺过程中需要为执行机构提供大的输出扭矩,例如螺杆的射胶推力、保压压力、背压压力、锁模力等,即输出都需要伺服电机提供较大的转矩输出。
三、伺服驱动注塑机矢量变频控制原理
永磁同步电机控制的基本思路,就是利用电动机外部的控制系统,即通过外部条件对定子磁动势相对励磁磁动势的空间角度(也就是定子电流空间矢量的相位)和定子电流幅值的控制,实现定子电流的励磁分量与转矩分量间的解耦,达到对交流电机的磁链和电流分别控制的目的,从而将永磁同步电机模拟为他励直流电动机。因而我们将通过控制定子电流矢量的幅值和相角来实现转矩控制的方式称为矢量变频控制技术。
通常在一定的假设的基础上可以建立永磁同步电机的数学模型,而空间矢量模型(SPM: Space Vector Model)分析方式使得永磁同步电机的数学模型得到了大大的简化,尤其是在dq坐标系下数学模型,实现了转矩与磁链的解耦控制。永磁同步电机的定子是由三相绕组和铁心构成,三相绕组常常以Y型连接。在转子结构上,用永磁体取代电励磁。需要安装永磁体位置检测传感器,用来检测磁极位置,以此实时地对电枢电流进行控制。三相永磁同步电机的结构模型如图1所示,其中dq坐标系是固定于转子上的参考坐标系,取磁极轴线为d轴,顺着轴沿着旋转方向超前90°电角度为q轴。
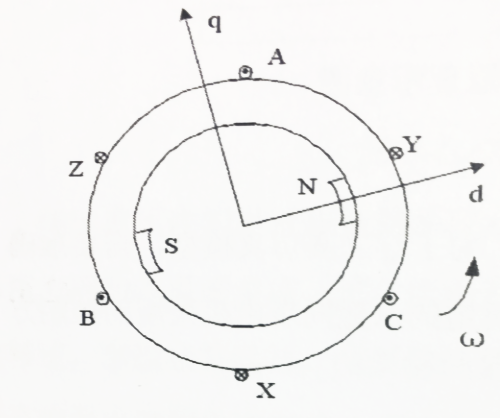 图1 三相永磁同步电机的结构模型
图1 三相永磁同步电机的结构模型
图2为电流空间矢量图。图中为定子电流空间矢量,为在dq坐标系中的空间相角,其大小决定了定子在dq轴上的两个分量和。如果已经知道了和,那么不仅确定了,同时也确定了定子电流空间矢量的幅值。矢量控制的实质就是通过对两个电流分量的控制来控制定子电流的相角和幅值,实现磁链和转矩的独立控制,使交流电机的控制性能达到直流电机的水平。
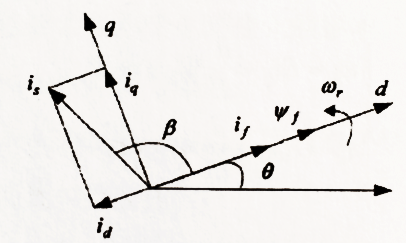 图2 电流空间矢量图
图2 电流空间矢量图
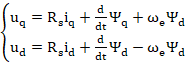
在dq坐标系下,三相永磁同步电机(PMSM)的数学模型为:
定子电压方程:
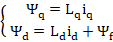
 磁链方程:
磁链方程:
 电磁转矩方程:
电磁转矩方程:
 PMSM的运动方程:
PMSM的运动方程:
 图3 永磁同步电机矢量控制调速原理图
图3 永磁同步电机矢量控制调速原理图
四、弱磁控制原理在注塑机上的应用
图4揭示了永磁同步伺服电机的负载特性:以额定转速作为转换点,额定转速以下为恒转矩型负载特性,额定转速以上为恒功率型负载特性。
 图表 1-4 伺服电机的负载特性
图表 1-4 伺服电机的负载特性
在全电动注塑成型或液电复合成型机器设计中,由于成本、性能的相互矛盾约束,在进行锁模、注射等关键运动控制时,由于传动结构和伺服驱动的限制,为了获得更高转速而超速,以达到机构要求的运动速度。但一旦进入超速控制,伺服电机的负载特性将从恒转矩控制模式改变为恒功率控制模式。同时在超速过程中由于伺服电机弱磁,为了满足注射压力的要求伺服驱动系统必须要有超载能力。
伺服驱动系统超速后进入弱磁控制。在弱磁之前,即恒磁通情况,转矩是正比于电流的。超速后变成了弱磁状态,磁通不断变化,此时转矩正比于电流,并反比于磁通,此时转矩降低。此时为了满足注塑工艺达到负载工作压力,实质上同时进行了速度闭环控制和转矩闭环控制。转矩闭环情况下,当电机弱磁时,为保证转矩不降低,输出电流要相应的增加以弥补磁通减小的损失。此时电机会处于过载状态,输出功率也就相应的增大了。
因而在实际进行伺服驱动系统的设计时,必须要明确矢量变频、弱磁控制的基本控制原理,在此基础之上,结合塑料成型工艺的要求,对伺服电机和驱动器进行有根据的设计匹配。同时也要高度注意伺服电机转动惯量、同步轮系转动惯量、滚珠丝杠等转动体对总转动惯量的影响。弱磁后伺服驱动器一定能够承受超载峰值电流,伺服电机的温升要在同时控制在合理区间。
 欢迎光临佛山市宝捷精密机械有限公司官网!
欢迎光临佛山市宝捷精密机械有限公司官网! 在线留言
在线留言 收藏宝捷精机
收藏宝捷精机 联系宝捷精机
联系宝捷精机 Language
Language

 为转子电角速度,
为转子电角速度, 为负载转矩,Rs为定子电阻,J为电机转动惯量,为电机极对数,B为阻尼系数。
为负载转矩,Rs为定子电阻,J为电机转动惯量,为电机极对数,B为阻尼系数。

 角加速时间,
角加速时间, 为电机额定转速。
为电机额定转速。
